Да, разбирам. В случай на мегаватова централа,
това си е доста работа. И вероятно доста пари.
А в крайна сметка конструкцията не е изработена
достатъчно точно, пък вие им оправяте бакиите.
117.24 kWp електроцентрала на покрива на ЗИТА Русе Карбохим
![]() от Mateev » 13.12.2008 18:28
от Mateev » 13.12.2008 18:28
Просто няма как една конструкция да бъде изработена толкова точно. Представете си на крана виси няколкостотин килограма ферма и вие в същото време да мислите за милиметъра. Това е просто невъзможно. Затова си мисля, че проблема с последващото нивелиране винаги ще го има и той просто ще си е неотменна част от занаята. Именно поради тази причина се наложи да измислим технология за това подравняване. При това подравняването трябва да се прави много бързо, защото човекодните труд също са скъпи.
В случая мисля, че се справихме много добре. Не само че направихме задните плочи много по-равни от предните, но и извършихме монтажа много по-бързо (при това на голяма височина).
В случая мисля, че се справихме много добре. Не само че направихме задните плочи много по-равни от предните, но и извършихме монтажа много по-бързо (при това на голяма височина).
-

Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от eng_angelov » 14.12.2008 10:59
от eng_angelov » 14.12.2008 10:59
За точността на изпълнение може да съди само човек който е правил подобна конструкция. Само помислете, една заварка когато изстива се свива, при което се деформира заваръчния шев... няма да обяснявам как се отразява нататък. Също трябва да се има в предвид и температурното разширение на метала. Самата конструкция става като жива когато пекне слънцето! А няма възможност да качиш всичко и едновременно да се заварява със 70-80 заварчика. Конструкцията се сглобяваше със скорост 4 реда на ден, а заварчика е виртуоз.
Ако някой смята че може да изпълни подобно нещо (на подобна цена все пак) без отклонения, значи не е хващал електрожен.
Ако някой смята че може да изпълни подобно нещо (на подобна цена все пак) без отклонения, значи не е хващал електрожен.
-

eng_angelov - Мнения: 50
- Регистриран на: 11.07.2008 14:30
![]() от eng_angelov » 14.12.2008 13:15
от eng_angelov » 14.12.2008 13:15
Не го приемам като заяждане, понеже не съм аз изпълнителя. 
Аз реагирах по същия начин когато разбрах за проблема, но като се замислих - от далеч изглежда толкова лесно и просто, ама май не е. Сглобяването се правеше под постоянен контрол с теодолит, ама на виж какво се получи накрая.
Аз реагирах по същия начин когато разбрах за проблема, но като се замислих - от далеч изглежда толкова лесно и просто, ама май не е. Сглобяването се правеше под постоянен контрол с теодолит, ама на виж какво се получи накрая.
-
eng_angelov - Мнения: 50
- Регистриран на: 11.07.2008 14:30
![]() от Mateev » 14.12.2008 16:50
от Mateev » 14.12.2008 16:50
Първо самите профили са горещо валцовани, което означава, че са криви по рождение. Дори и да имаше идеално подравняване по преден и заден ръб, пак щеше да има бабуни или падини в центъра.
Второ детайлите са нарязани на земята и после са сглобявани на голяма височина. Но това означава, че е трябвало там на високото да се компенсират кривините в бетонните греди. Но как да се направи тази компенсация, когато гредите по начало са криви?
И трето - както каза г-н Ангелов, при промяна на околната температура конструкцията "диша". Тоест върховете на фермите се повдигат или спадат може би с 1-2 милиметра. Ние също забелязахме този ефект когато започнахме да мерим равнинноста.
На фона на казаното по-горе става ясно, че не е имало начин конструкцията да се направи по-точно. Дори и строителите да бяха вложили огромни усиилия (което щеше да струва по-скъпо), пак щеше да има грешки в равнинноста. Може би от 7 сантиметра щяха да бъдат намалени на 2 сантиметра. Но това не променя нещата. Ние така или иначе гоним единия милиметър, което означава, че и в двата случая щеше да има нужда от допълнително подравняване. Тоест по-добрата изработка нямаше да ни намали нашето време за труд. Щеше само да намали количеството на вложените гайки и подложни ламаринки с 200-300лв.
Второ детайлите са нарязани на земята и после са сглобявани на голяма височина. Но това означава, че е трябвало там на високото да се компенсират кривините в бетонните греди. Но как да се направи тази компенсация, когато гредите по начало са криви?
И трето - както каза г-н Ангелов, при промяна на околната температура конструкцията "диша". Тоест върховете на фермите се повдигат или спадат може би с 1-2 милиметра. Ние също забелязахме този ефект когато започнахме да мерим равнинноста.
На фона на казаното по-горе става ясно, че не е имало начин конструкцията да се направи по-точно. Дори и строителите да бяха вложили огромни усиилия (което щеше да струва по-скъпо), пак щеше да има грешки в равнинноста. Може би от 7 сантиметра щяха да бъдат намалени на 2 сантиметра. Но това не променя нещата. Ние така или иначе гоним единия милиметър, което означава, че и в двата случая щеше да има нужда от допълнително подравняване. Тоест по-добрата изработка нямаше да ни намали нашето време за труд. Щеше само да намали количеството на вложените гайки и подложни ламаринки с 200-300лв.
-
Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от Mateev » 14.12.2008 17:21
от Mateev » 14.12.2008 17:21
Току що ми се обадиха, че окончателно са приключили с монтажа. Чакам да ми донесат снимки, за да ги публикувам.
Сега за подравняването:
Първите дни аз също присъствувах на монтажа и основния проблем, който трябваше да разреша, беше именно подравняването. По старата технология нивелирахме всеки профил сам за себе си. И дори и да се натрупваше някаква грешка в равнината от 4 профила (2 реда модули), то тази грешка не можеше да бъде забелязана, понеже между редовете с модули има една единствена междина. Тоест няма база за сравнение и няма точка, от която човешкото око би забелязало някаква кривина.
Старата технология обаче се оказа неудачна, когато говорим за огромни плочи, в които се търси равнинност както по Х, така и по Y. Нуждаехме се от нещо, което да ни даде една идеална виртуална равнина, спрямо която да премерим отклоненията във всяка една точка от конструкцията, в която ще се допира алуминиевия профил. Първоначалната идея беше да монтираме мощен лазер на въртяща се ос и с негова помощ да се извърши монтажа. Имам такъв с мощност 50 миливата. Точката му при ярко слънце се вижда на няколкостотин метра. Но се отказахме по следните съображения:
1. Точката е много голяма (3 милиметра в диаметър)
2. Минимални вибрации на конструкцията в единия край караха точката в другия край да подскача с по няколко санитиметра
3. Някой трябваше да седи при лазера и да се цели наляво-надясно. При това не трябваше да променя равнината, с която бяхме започнали да работим
4. Не се знаеше дали това е най-оптималната равнина. Имаше шанс да започнем да монтираме и в един момент да се окаже, че някоя бабуна е над нивото на лазерната равнина. Можеше да се случи и обратното - да започнем монтаж и в един момент да се окаже, че някъде трябва да подлагаме 10 или 15 см. Тоест при лазера нямаше как предварително да планираме всяка една точка.
5. Самият монтаж щеше да е невероятно труден и бавен, защото профила е дълъг 6 метра и едновременно трябва да се нивелират 5 точки от по два болта. И там на място във висините трябваше да има 5 човека и няколко пъти да слагат и вадят профила от 10 дупки и на всяка една от тях има нанизано различно количество гайки и подложни ламаринки. Трябва да го пробвате, за да разберете, че това е откачена работа. Нуждаехме се от предварителни знания на кой отвор какъв по дължина болт да нанижем в профила, колко гайли да завием и колко подложки (и от кой вид) трябва да се добавят.
Сега за подравняването:
Първите дни аз също присъствувах на монтажа и основния проблем, който трябваше да разреша, беше именно подравняването. По старата технология нивелирахме всеки профил сам за себе си. И дори и да се натрупваше някаква грешка в равнината от 4 профила (2 реда модули), то тази грешка не можеше да бъде забелязана, понеже между редовете с модули има една единствена междина. Тоест няма база за сравнение и няма точка, от която човешкото око би забелязало някаква кривина.
Старата технология обаче се оказа неудачна, когато говорим за огромни плочи, в които се търси равнинност както по Х, така и по Y. Нуждаехме се от нещо, което да ни даде една идеална виртуална равнина, спрямо която да премерим отклоненията във всяка една точка от конструкцията, в която ще се допира алуминиевия профил. Първоначалната идея беше да монтираме мощен лазер на въртяща се ос и с негова помощ да се извърши монтажа. Имам такъв с мощност 50 миливата. Точката му при ярко слънце се вижда на няколкостотин метра. Но се отказахме по следните съображения:
1. Точката е много голяма (3 милиметра в диаметър)
2. Минимални вибрации на конструкцията в единия край караха точката в другия край да подскача с по няколко санитиметра
3. Някой трябваше да седи при лазера и да се цели наляво-надясно. При това не трябваше да променя равнината, с която бяхме започнали да работим
4. Не се знаеше дали това е най-оптималната равнина. Имаше шанс да започнем да монтираме и в един момент да се окаже, че някоя бабуна е над нивото на лазерната равнина. Можеше да се случи и обратното - да започнем монтаж и в един момент да се окаже, че някъде трябва да подлагаме 10 или 15 см. Тоест при лазера нямаше как предварително да планираме всяка една точка.
5. Самият монтаж щеше да е невероятно труден и бавен, защото профила е дълъг 6 метра и едновременно трябва да се нивелират 5 точки от по два болта. И там на място във висините трябваше да има 5 човека и няколко пъти да слагат и вадят профила от 10 дупки и на всяка една от тях има нанизано различно количество гайки и подложни ламаринки. Трябва да го пробвате, за да разберете, че това е откачена работа. Нуждаехме се от предварителни знания на кой отвор какъв по дължина болт да нанижем в профила, колко гайли да завием и колко подложки (и от кой вид) трябва да се добавят.
-
Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от Mateev » 14.12.2008 17:38
от Mateev » 14.12.2008 17:38
От предишния постинг вече разбрахте, че няма как в процеса на монтажа да се гони равнинност. Нуждаехме се от предварителна информация за отклонението на всяка една тока и след това на компютър да изчислим необходимите корекции. След това вече можехме всеки един профил да го подготвяме още от земята, като нанижем болт с подходяща дължина, завием определен брой гайки и допрецизираме с подложни ламаринки. И после профила се подава във висините и там просто го нанизват и затягат, без да се главоболят за нищо друго. Просто, лесно и бързо.
Близко е до ума, че за да премерим грешките в равнината се нуждаехме от нещо, което да може да даде висока точност на подравняване. Тоест от оптичен нивелир или теодолит. Впоследствие се оказа, че с нивелир не става. Нямаше как да контролираме каква равнина ще опише. С електронен теодолит също се оказа, че не става. Нямаше как да го закрепим под наклон заради автоматичното нивелиране, вградено вътре в теодолита. А да го сложим хоризонтално отстрани и да мерим ъгли не ни устройваше, защото се получава голяма грешка (пак заради голямото петно на лазера). И тука на помощ пак ни се притече един стар руски механичен теодолит. Без проблеми го закрепихме на една от фермите, като просто разширихме малко една от дупките, към които трябваше да се пристегне алуминиевия профил. И готово. Вече притежавахме една идеална виртуална равнина, повдигната на 23 сантиметра над равнината (кривината) на фермите.
Близко е до ума, че за да премерим грешките в равнината се нуждаехме от нещо, което да може да даде висока точност на подравняване. Тоест от оптичен нивелир или теодолит. Впоследствие се оказа, че с нивелир не става. Нямаше как да контролираме каква равнина ще опише. С електронен теодолит също се оказа, че не става. Нямаше как да го закрепим под наклон заради автоматичното нивелиране, вградено вътре в теодолита. А да го сложим хоризонтално отстрани и да мерим ъгли не ни устройваше, защото се получава голяма грешка (пак заради голямото петно на лазера). И тука на помощ пак ни се притече един стар руски механичен теодолит. Без проблеми го закрепихме на една от фермите, като просто разширихме малко една от дупките, към които трябваше да се пристегне алуминиевия профил. И готово. Вече притежавахме една идеална виртуална равнина, повдигната на 23 сантиметра над равнината (кривината) на фермите.
-
Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от Mateev » 14.12.2008 17:59
от Mateev » 14.12.2008 17:59
Започнахме да мерим всички точки (няколкостотин) и да си записваме техните отстояния от виртуалната равнина. Тука обаче също се натъкнахме на проблема, цитиран по-горе от г-н Ангелов. При промяната на температурата конструкцията "дишаше". Деня беше с разкъсана облачност и слънцето 100 пъти се появяваше и изчезваше зад някой облак. И показание, измерено преди 5 минути изведнъж се оказваше, че се е променило, и то с много (2-3 сантиметра). Направо отчайваща работа, при положение че гоним единия милиметър.
Близко е до ума, защо това се получава. При промяната на температурата има температурни разширения, които водят след себе си и температурни изкривявания на дъгата на фермата и температурни посуквания на самия профил. Вярно е, че са нищожни, но това влияеше на измерванията дотолкова, щото да ги направи непригодни. Можем да изчислим колко са били тези изкривявания. Знаем, че на 50 метра отклоненията стигаха до 2 сантиметра. Следователно на 10 сантиметра (основата на фермата, където беше закрепен теодолита) мърданията са били само 0.04 мм. Ясно е, че такова нищожно посукване няма как да бъде избягнато. Та то само от вибрациите при ходене по конструкцията мърдаше с повече.
Поради тази причина се отказахме да се борим с това микропосукване и решихме проблема по най-елементарния начин. На най-отдалечената точка на другия край на конструкцията си сложихме репер на височина 23 см (толкова е височината и на центъра на оптиката на теодолита). След това непосредствено преди всяко измерване на нова точка първо проверявахме репера и ако трябва, коригирахме равнината. Концепцията проработи и по този начин натрупахме и записахме нужната ни информация за кривината на всяка една ферма от конструкцията във всяка една точка на присъединяване. Цялото измерване отне няколко часа на 3-ма човека. За в бъдеще вече ще знаем и при други монтажи ще пращаме групата с теодолита един ден по-рано, за да направи на спокойствие замерванията си.
Близко е до ума, защо това се получава. При промяната на температурата има температурни разширения, които водят след себе си и температурни изкривявания на дъгата на фермата и температурни посуквания на самия профил. Вярно е, че са нищожни, но това влияеше на измерванията дотолкова, щото да ги направи непригодни. Можем да изчислим колко са били тези изкривявания. Знаем, че на 50 метра отклоненията стигаха до 2 сантиметра. Следователно на 10 сантиметра (основата на фермата, където беше закрепен теодолита) мърданията са били само 0.04 мм. Ясно е, че такова нищожно посукване няма как да бъде избягнато. Та то само от вибрациите при ходене по конструкцията мърдаше с повече.
Поради тази причина се отказахме да се борим с това микропосукване и решихме проблема по най-елементарния начин. На най-отдалечената точка на другия край на конструкцията си сложихме репер на височина 23 см (толкова е височината и на центъра на оптиката на теодолита). След това непосредствено преди всяко измерване на нова точка първо проверявахме репера и ако трябва, коригирахме равнината. Концепцията проработи и по този начин натрупахме и записахме нужната ни информация за кривината на всяка една ферма от конструкцията във всяка една точка на присъединяване. Цялото измерване отне няколко часа на 3-ма човека. За в бъдеще вече ще знаем и при други монтажи ще пращаме групата с теодолита един ден по-рано, за да направи на спокойствие замерванията си.
-
Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от Mateev » 14.12.2008 18:40
от Mateev » 14.12.2008 18:40
След това въведохме данните в таблица на Excel и започнахме да мислим формулите. Оказа се, че не са чак толкова прости. Двама човека загубихме няколко часа, докато съобразим всички формули, но това е еднократна работа и в бъдеще няма да ни се налага да я правим.
По-долу за пример ви показвам процеса на изчисленията на кривината на източната плоча.

Това са входните данни от измерванията. Всяко едно число представлява отклонението на фермата от равнината на теодолита, измерено в милиметри. Дефакто можехме да мерим и десети от милиметъра, но нямаше смисъл, защото най-тънката ни подложна ламаринка беше с дебелина 1 мм. По вертикала са 12-те точки, които замерихме от всяка една ферма, а по хоризонтала за 19-те ферми, които са на отстояние 1.20 м една от друга. Точките на замерване всъщност представляват центъра на площта, в която бъдещия алуминиев профил ще се допира до фермата.
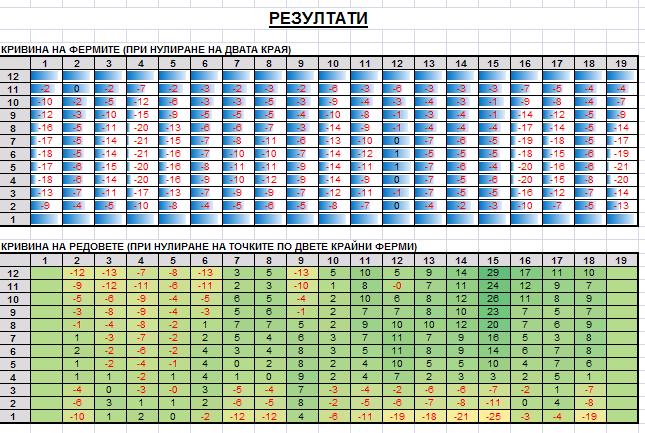
А ето и началните изчисления. В първата табличка е изчислена кривината на всяка една ферма извън контекста на останалите. Тоест ако приемем, че двата края на фермата са в точки 0, къде биха били другите нейни точки. Ясно се вижда, че в повечето ферми има систематична грешка, изразяваща се в повдигане на центъра на фермата (отрицателните числа показват по-голяма близост до еталонната равнина, която е над тях). Тази систематична грешка говори за това, че има някакъв проблем в методологията, с която строителите са определяли правата линия. Не мога да коментирам как това се е получило, защото не знам как са го правили. Ясно е обаче, че ако имахме случаен подбор от криви греди, щяхме да наблюдаваме отклонения и в двете посоки. А тука ние наблюдаваме систематичност на отклоненията, които достигат до 2 сантиметра на 10 метра греди. Не е чак толкова много, ако по другата ос гредите бяха добре подравнени. Но за съжаление това не е така. В същата таблица може да се види, че има и прави греди с разброс само от няколко милиметра (до 6-7мм). Вероятно това е производствения разброс на горещо валцованите профили. Останалата грешка е натрупана от строителите в процеса на заваряване (всички греди са удължавани).
Във втората табличка е изчислена кривината на всеки един ред извън контекста на останалите. Интересни за нас са данните в първия и в последния ред от таблицата. Тоест кривината на позициониране на върховете на фермите. Ясно се вижда, че някои ферми са наклонени напред, а други са повдигнати назад. Максималната грешка в подравняването на предния ръб на плочата е 29 милиметра, а на задния - 42 милиметра.
По-долу за пример ви показвам процеса на изчисленията на кривината на източната плоча.
Това са входните данни от измерванията. Всяко едно число представлява отклонението на фермата от равнината на теодолита, измерено в милиметри. Дефакто можехме да мерим и десети от милиметъра, но нямаше смисъл, защото най-тънката ни подложна ламаринка беше с дебелина 1 мм. По вертикала са 12-те точки, които замерихме от всяка една ферма, а по хоризонтала за 19-те ферми, които са на отстояние 1.20 м една от друга. Точките на замерване всъщност представляват центъра на площта, в която бъдещия алуминиев профил ще се допира до фермата.
А ето и началните изчисления. В първата табличка е изчислена кривината на всяка една ферма извън контекста на останалите. Тоест ако приемем, че двата края на фермата са в точки 0, къде биха били другите нейни точки. Ясно се вижда, че в повечето ферми има систематична грешка, изразяваща се в повдигане на центъра на фермата (отрицателните числа показват по-голяма близост до еталонната равнина, която е над тях). Тази систематична грешка говори за това, че има някакъв проблем в методологията, с която строителите са определяли правата линия. Не мога да коментирам как това се е получило, защото не знам как са го правили. Ясно е обаче, че ако имахме случаен подбор от криви греди, щяхме да наблюдаваме отклонения и в двете посоки. А тука ние наблюдаваме систематичност на отклоненията, които достигат до 2 сантиметра на 10 метра греди. Не е чак толкова много, ако по другата ос гредите бяха добре подравнени. Но за съжаление това не е така. В същата таблица може да се види, че има и прави греди с разброс само от няколко милиметра (до 6-7мм). Вероятно това е производствения разброс на горещо валцованите профили. Останалата грешка е натрупана от строителите в процеса на заваряване (всички греди са удължавани).
Във втората табличка е изчислена кривината на всеки един ред извън контекста на останалите. Интересни за нас са данните в първия и в последния ред от таблицата. Тоест кривината на позициониране на върховете на фермите. Ясно се вижда, че някои ферми са наклонени напред, а други са повдигнати назад. Максималната грешка в подравняването на предния ръб на плочата е 29 милиметра, а на задния - 42 милиметра.
-
Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от Mateev » 14.12.2008 19:27
от Mateev » 14.12.2008 19:27
В горните таблици изчислихме само кривината на фермите или на редовете, но всяка ферма и всеки ред бяха сами за себе си. Нас обаче ни интересува общото отклонение от равнината. Въпросът обаче е:
От коя равнина ???
Има много възможни равнини, под които бихме могли да монтираме модулите. Ние се нуждаем обаче точно от тази равнина, в която ще има минимален брой на подложните гайки и ламаринки. Следователно трябва да създадем една таблица - равнина, и после да я накланяме в различни посоки, търсейки минимума на разликите. Ето какво се получи:

В първата таблица е корекционната равнина (бъдещата желана равнина), а във втората - разликите между тази равнина и реалното положение на точките. Точната позиция в пространството на корекционната равнина се определя от 3-те ъглови точки (1,1; 12,1; 12,19). Четвъртия ъгъл (1,19) е следствен. Всички междинни точки също са следствени.
Чрез промяната на трите контролни точки ние се опитваме да натиснем контролната равнина надолу така, щото всички корекции във втората таблица да останат положителни и в същото време да имат минимална сума. Оказа се, че задачата има повече от едно решение. От математическа гледна точка има само едно решение, но ние закръгляваме до цял милиметър и освен това при няколкостотин подложни ламаринки не ни вълнува факта, че сме сложили 5-6 в повече. По-скоро нас ни вълнуваше още едно ограничително условие - предните ръбове на източната и западната плоча да са в една линия. Това е много важно условие, защото предния ръб на модулите е на височина 1.70 и всяка кривина моментално би се "набила" в очите на всеки, които излезе на покрива. Поради тази причина източната плоча я "натиснахме" надолу малко повече, отколкото трябваше, в резултат на което задната част леко отхвръкна нагоре.
И така - на втората таблица виждате окончателния вариант на необходимите корекции на източната плоча. Вижда се, че точките с нулева корекция са само 2, а всички останали се нуждаят от някакво повдигане, като най-голямото повдигане е 53 мм в задния край на 15-тата ферма. Това е най-грешно сложената ферма в източната плоча. Задния край виси с повече от 5 сантиметра и това се вижда на снимките и без теодолит. Не знам дали конеца е провиснал или майстора нещо се е заплеснал, но тази ферма видимо е монтирана много зле.
От коя равнина ???
Има много възможни равнини, под които бихме могли да монтираме модулите. Ние се нуждаем обаче точно от тази равнина, в която ще има минимален брой на подложните гайки и ламаринки. Следователно трябва да създадем една таблица - равнина, и после да я накланяме в различни посоки, търсейки минимума на разликите. Ето какво се получи:
В първата таблица е корекционната равнина (бъдещата желана равнина), а във втората - разликите между тази равнина и реалното положение на точките. Точната позиция в пространството на корекционната равнина се определя от 3-те ъглови точки (1,1; 12,1; 12,19). Четвъртия ъгъл (1,19) е следствен. Всички междинни точки също са следствени.
Чрез промяната на трите контролни точки ние се опитваме да натиснем контролната равнина надолу така, щото всички корекции във втората таблица да останат положителни и в същото време да имат минимална сума. Оказа се, че задачата има повече от едно решение. От математическа гледна точка има само едно решение, но ние закръгляваме до цял милиметър и освен това при няколкостотин подложни ламаринки не ни вълнува факта, че сме сложили 5-6 в повече. По-скоро нас ни вълнуваше още едно ограничително условие - предните ръбове на източната и западната плоча да са в една линия. Това е много важно условие, защото предния ръб на модулите е на височина 1.70 и всяка кривина моментално би се "набила" в очите на всеки, които излезе на покрива. Поради тази причина източната плоча я "натиснахме" надолу малко повече, отколкото трябваше, в резултат на което задната част леко отхвръкна нагоре.
И така - на втората таблица виждате окончателния вариант на необходимите корекции на източната плоча. Вижда се, че точките с нулева корекция са само 2, а всички останали се нуждаят от някакво повдигане, като най-голямото повдигане е 53 мм в задния край на 15-тата ферма. Това е най-грешно сложената ферма в източната плоча. Задния край виси с повече от 5 сантиметра и това се вижда на снимките и без теодолит. Не знам дали конеца е провиснал или майстора нещо се е заплеснал, но тази ферма видимо е монтирана много зле.
-
Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от Mateev » 14.12.2008 23:08
от Mateev » 14.12.2008 23:08
След като вече знаем необходимата корекция в милиметри, остава да сметнем с какво ще ги запълним тези милиметри. Най-лесния и евтин начин е навиване на определен брой гайки и после допрецизиране с алуминиеви подложни ламаринки. Възниква обаче един проблем - болтовете с дължина над 60 мм не се произвеждат с цяла резба. И за да нанижем гайки, ще трябва тези гайки да са с една стъпка по-големи, тоест M12.
По-долу виждате изчисленията за необходимата дължина на болта, броя на гайките M12 или M10, както и милиметрите, които е необходимо да се допрецизират с подложни алуминиеви ламаринки.

След като нещата са вече така сметнати, монтажната бригада за нула време подготвя всеки един профил на земята и втората група високо горе на конструкцията го монтира бързо и лесно.
Както виждате, за да нивелираме плочата, наложи се да добавим допълнително над 300 гайки и над 800 мм подложни алуминиеви скоби. Цената на тези допълнителни материали е почти 500 лв. Всъщност това е цената на неточното изпълнение на конструкцията от строителите. Не е кой знае колко много в предвид на това, че точките са повече от 200. Тоест 2.50 на точка или средно около 4 лева на модул. Това прави малко повече от 0.01 EUR/Wp което си е едно нищо на фона на перфектната равниност на плочата.
По-долу виждате изчисленията за необходимата дължина на болта, броя на гайките M12 или M10, както и милиметрите, които е необходимо да се допрецизират с подложни алуминиеви ламаринки.
След като нещата са вече така сметнати, монтажната бригада за нула време подготвя всеки един профил на земята и втората група високо горе на конструкцията го монтира бързо и лесно.
Както виждате, за да нивелираме плочата, наложи се да добавим допълнително над 300 гайки и над 800 мм подложни алуминиеви скоби. Цената на тези допълнителни материали е почти 500 лв. Всъщност това е цената на неточното изпълнение на конструкцията от строителите. Не е кой знае колко много в предвид на това, че точките са повече от 200. Тоест 2.50 на точка или средно около 4 лева на модул. Това прави малко повече от 0.01 EUR/Wp което си е едно нищо на фона на перфектната равниност на плочата.
-
Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от Mateev » 14.12.2008 23:20
от Mateev » 14.12.2008 23:20
А ето и данните на западната плоча:

Видимо се вижда, как плочата е изметната по диагонал и как в горния десен ъгъл необходимата корекция е 64 мм, а в долния ляв - 69 мм. Тоест максималната грешка е 133 мм, което си е много дори и за такива груби конструкции. Явно този, който е мерил, не си е гледал работата или по-лошо - не си разбира от работата. Имайте в предвид, че строителите изрично бяха предупредени, че искаме максимално възможната точност. И ако 13 сантиметра за тях е точно, интересно колко щеше да е, ако бяха го ударили през пръсти.
Видимо се вижда, как плочата е изметната по диагонал и как в горния десен ъгъл необходимата корекция е 64 мм, а в долния ляв - 69 мм. Тоест максималната грешка е 133 мм, което си е много дори и за такива груби конструкции. Явно този, който е мерил, не си е гледал работата или по-лошо - не си разбира от работата. Имайте в предвид, че строителите изрично бяха предупредени, че искаме максимално възможната точност. И ако 13 сантиметра за тях е точно, интересно колко щеше да е, ако бяха го ударили през пръсти.
-
Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от Mateev » 14.12.2008 23:29
от Mateev » 14.12.2008 23:29
И така... Като цяло монтажа приключи. Останаха разни дребни козметични допрецизирания, които можем да направим и напролет. Като цяло равносметката е 127 човекодни за 55 киловата мощност. Ако отчетем, че има няколко човекодни за приключване на предните редове и няколко човекодни, загубени в уточняване на технологията, можем смело да твърдим, че монтажа на високи задни плочи отнема точно два пъти повече време отколкото монтажа на конструкции на земята. Тоест нашата калкулация в бъдеще ще е следната:
За монтаж на земя - киловат на човек на ден.
За монтаж на висока конструкция с употребата на скеле - 500 вата на човек на ден.
Имайте предвид, че имаше загубени още много човекодни от персонала на инвеститора, които ни помагаха в по-черната работа (качване на модули, дъски и скелета, миене на модули, почистване на профили, доставка на разни дреболии от града, заваряване на стойки за инверторите и т.н.). Дефакто за нас беше оставена само висококвалифицираната работа, за да може да свършим колкото се може по-бързо.
За монтаж на земя - киловат на човек на ден.
За монтаж на висока конструкция с употребата на скеле - 500 вата на човек на ден.
Имайте предвид, че имаше загубени още много човекодни от персонала на инвеститора, които ни помагаха в по-черната работа (качване на модули, дъски и скелета, миене на модули, почистване на профили, доставка на разни дреболии от града, заваряване на стойки за инверторите и т.н.). Дефакто за нас беше оставена само висококвалифицираната работа, за да може да свършим колкото се може по-бързо.
-
Mateev - Site Admin
- Мнения: 4439
- Регистриран на: 11.09.2007 02:28
- Местоположение: Габрово
![]() от eng_angelov » 24.01.2009 01:55
от eng_angelov » 24.01.2009 01:55
Ето тук който има желание, може да види на снимки как се прави красива централа. Естествено от СТС Солар!
http://www.zita-ruse.com/index.php?option=com_content&view=article&id=30&Itemid=50
http://www.zita-ruse.com/index.php?option=com_content&view=article&id=30&Itemid=50
-
eng_angelov - Мнения: 50
- Регистриран на: 11.07.2008 14:30
Кой е на линия
Потребители разглеждащи този форум: 0 регистрирани и 0 госта